Fluid Dynamics – Laminar Flow – Turbulent Flow – Transitional Flow & Particle Reduction
In physics and engineering, fluid dynamics is used to describe the flow of fluids – liquids and gases. For the sake of this discussion, it includes the subset of aerodynamics, which is the study of air and other gases in motion. Many clean room consultants chagrin at the idea of using compressed air movement inside of a clean room that was developed using Laminar Flow techniques. Laminar air flow by design is intended to be slow, smooth regular paths of an air pattern traveling from entrance to exit. The air then travels back through the pre-filters, to the laminar flow filters and back into the room as part of the air change rate per hour. Laminar air low patterns are important to keeping particulate moving out of the clean room, but what if products being process inside of the clean room are already contaminated with particles that could come from people, other items that were brought into the space or that were created by the process itself.
In order to clean particulate from a device, component or packaging material, compressed air devices are necessary. The air devices are typically in the form of ionizing air guns, blowers, nozzles or air knives. These air tools cause turbulent flow, which is fluid motion that agitates the parts and creates eddies, which are violent swirling motions caused by the position and direction of turbulent flow. Eddies can transport mass, momentum and energy across different regions of the flow, with a result being clean, static-free parts. Heat transfer also happens in turbulent flow. So why is heat important? With heat, the flow resistance decreases, making it easier to clean parts. The process of laminar flow becoming turbulent is known as laminar-turbulent transition. It is also known as transitional flow.
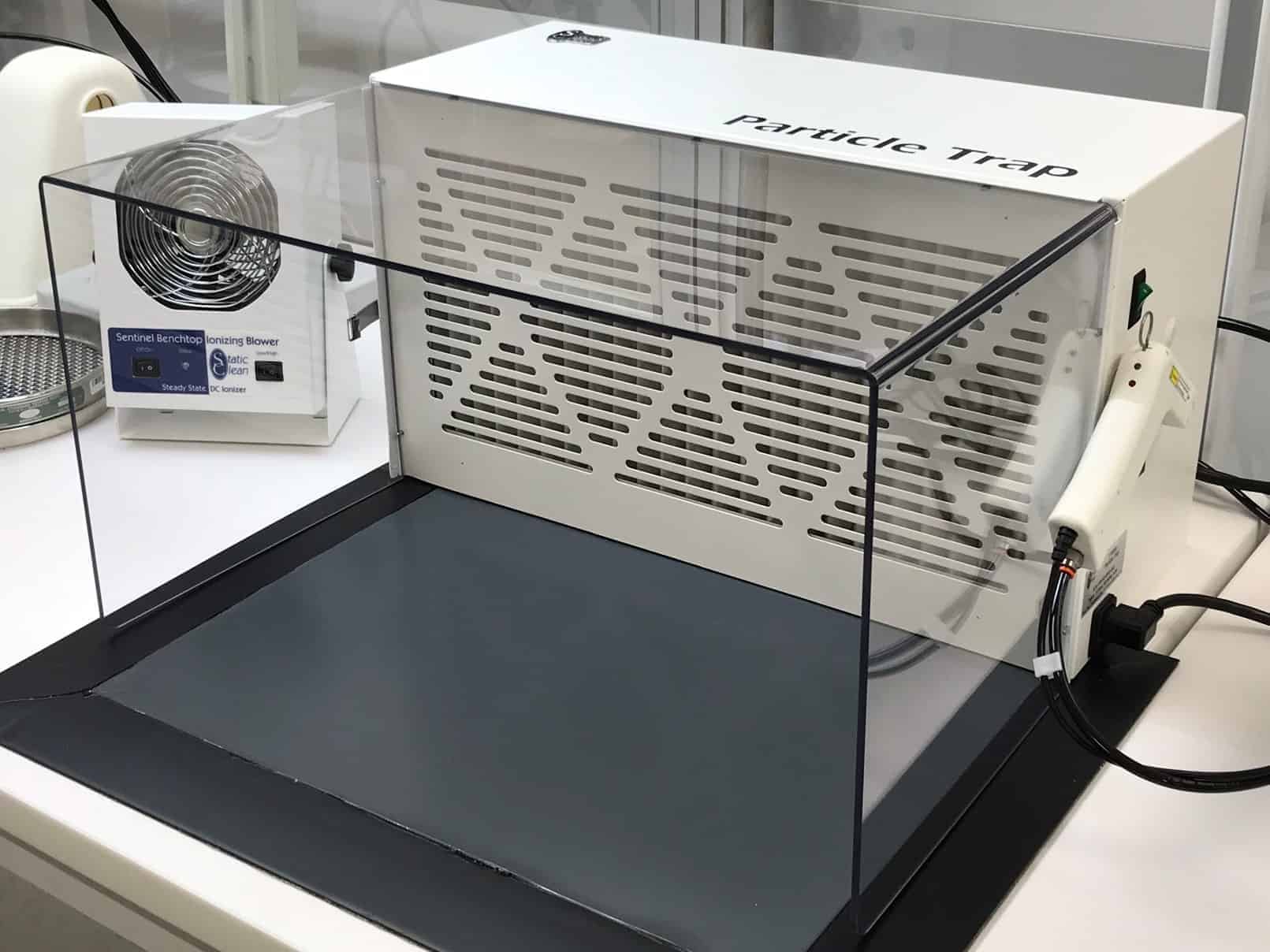
Is there a happy medium between using compressed air and maintain an acceptable level of laminar flow? Can we agree that compressed air is a requirement and that compressed air is turbulent? Static Clean believes in the idea of “Controlled Turbulence”. The placement of Static Clean Particle Trap® Systems, in conjunction with compressed ionizing air devices means that the turbulence is localized, particles are captured and removed from the process and the products and parts are clean. By using an ionizing air gun or similar device in front of a Particle Trap®, the debris is directed into the flow of these source capture systems and delivered into the filter media and not back into the clean room to re-contaminate cleaned parts.